Introduction
Automotive engineers and procurement managers face a critical manufacturing decision when specifying plastic components: selecting between thermoforming and injection molding. Both processes serve the automotive industry well, but they carry distinct cost, speed, and capability trade-offs. This decision directly impacts tooling investment, production timelines, and component performance under real-world vehicle stresses.
Wrong process selection leads to excess tooling spend, delayed launch schedules, or parts that fail dimensional tolerances and durability requirements. The consequences compound quickly at scale.
Plastics account for approximately 10% of a vehicle's weight — 411 to 429 pounds per unit — and global vehicle production reached 96.4 million units in 2025. At that volume, even marginal improvements in process efficiency or component weight translate into significant supply chain savings.
This guide breaks down the technical, economic, and application-specific factors that determine which process best fits your automotive component program — so you can make that call with confidence.
Key Takeaways
- Thermoforming heats plastic sheet over a mold—ideal for large, lightweight panels like dashboards and door liners at low-to-medium volumes
- Injection molding suits small, complex, high-volume precision parts where tight tolerances and repeatability matter most
- Thermoforming offers lower tooling costs but higher per-part cost at scale
- Process choice hinges on part size, production volume, geometric complexity, and material requirements
- Below ~10,000 units, thermoforming typically wins on cost; above that threshold, injection molding's economies of scale take over
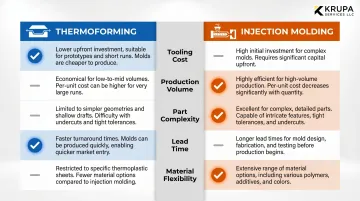
Thermoforming vs. Injection Molding: Quick Comparison
This side-by-side reference covers the key decision factors for automotive engineers weighing both processes. Verify all figures with current supplier quotes for your specific part geometry.
| Factor | Thermoforming | Injection Molding |
|---|---|---|
| Tooling Cost | $2,000–$30,000+ (aluminum, single-sided) | $20,000–$100,000+ (steel/aluminum, multi-cavity) |
| Production Volume | Economical at 250–3,000 parts/year | Cost-effective above 5,000 parts/year |
| Part Complexity | Simpler geometries, large thin-walled parts | Intricate features, undercuts, tight tolerances |
| Lead Time | Faster mold fabrication and modification | Longer mold development, faster cycle times at scale |
| Material Flexibility | ABS, polycarbonate, polypropylene, TPO | Includes engineering thermoplastics, glass-filled polymers, nylon, PEEK |
Between 3,000–5,000 parts annually, total program cost is determined by part size, secondary operations, and tooling durability requirements. At this volume, neither process has a clear cost advantage — build a part-specific Total Cost of Ownership (TCO) model to find your actual break-even.
What is Thermoforming?
Thermoforming heats a plastic sheet until pliable, then shapes it over a single-sided mold using vacuum or pressure. Once cooled, the part is trimmed to final dimensions. The single-sided tooling is the defining cost and design differentiator—it reduces upfront investment but limits geometric complexity compared to dual-sided injection molds.
Two Primary Methods in Automotive
Vacuum Forming:
- Lower pressure process suitable for simpler geometries
- Commonly used for trunk liners, air ducts, and non-visible components
- Faster setup and lower cost
Pressure Forming:
- Higher detail and superior surface finish for visible interior components
- Used for trim panels, dashboards, and door panels where aesthetics matter
- Allows sharper details and more complex geometries than vacuum forming
Core Automotive Advantages
- Aluminum molds cost a fraction of steel injection molds, significantly lowering upfront tooling investment
- Shorter lead times make it well-suited for prototyping and rapid design iteration
- Produces panels up to several feet in dimension, covering large-format body and interior parts
- Compatible with ABS, polycarbonate, polypropylene, and TPO
Limitations for Automotive Engineers
- Single-sided forming creates wall thickness variation, which limits structural predictability
- Dimensional tolerances are wider than injection molding — not suitable for precision-fit applications
- Trimming and finishing are required post-form, adding time and labor cost
- Aluminum molds wear faster under high-volume production, increasing long-term tooling expense
Common Automotive Applications
Thermoforming dominates in these automotive applications:
- Dashboards and instrument panels — large surface area, moderate detail
- Door panels and trim — visible interior components with good surface finish
- Trunk liners and cargo organizers — functional, non-structural parts
- Headliners — lightweight overhead panels
- Bumper covers — exterior body panels for low-volume or specialty vehicles
- Air ducts and HVAC housings — under-hood and under-dash components
These applications highlight why thermoforming has gained traction in EV programs, where every kilogram removed directly extends range. Plastic Omnium's all-thermoplastic tailgate for Renault achieved up to 30% weight reduction compared to a metal tailgate. It also improved aerodynamics, cutting carbon emissions by 1 g/km.
What is Injection Molding?
Injection molding heats plastic pellets until molten, then injects the material under high pressure into a precision-machined mold cavity. After cooling, the mold opens and ejects the finished part. Dual-sided molds and high pressure enable dimensional precision and repeatability that thermoforming cannot match.
Key Automotive Advantages
- Handles intricate features, undercuts, and tight tolerances in a single cycle
- Multi-cavity molds produce multiple parts per cycle at scale
- Parts emerge ready for assembly with minimal post-processing
- Consistent material flow keeps scrap rates low
- Delivers part-to-part consistency critical for safety and assembly fit
Material Versatility in Automotive
Injection molding supports high-performance engineering plastics used in demanding applications:
- Nylon (PA) — under-hood components requiring heat resistance
- PEEK — extreme temperature and chemical resistance
- Glass-filled polymers — structural applications requiring mechanical strength
- Polycarbonate (PC) — impact resistance for housings and enclosures
- ABS — balance of strength, finish, and cost
Economic Trade-Off
Injection molds cost significantly more upfront—typically $20,000 to $100,000+ for automotive-grade tooling—but deliver low per-part costs at high volumes. This makes injection molding the preferred choice for standardized, mass-produced vehicle components where tooling investment can be amortized across hundreds of thousands of parts.
Use Cases of Injection Molding in Automotive
Injection molding dominates these automotive applications:
- Clips, fasteners, and connectors for high-volume assembly hardware
- Switches and knobs where precision fit determines function
- Gear housings and mirror housings with tight dimensional tolerances
- Grille components and pillar trims balancing aesthetics with structural requirements
For safety-critical parts — airbag housings, brake system components — injection molding is the regulatory standard, where dimensional consistency and validated material properties are mandatory. General Motors demonstrated this potential with the Corvette E-Ray: battery module sideplates switched from metal to injection-molded RTP 299 K material, cutting mass by 37% and cost by 55% while meeting all structural requirements.

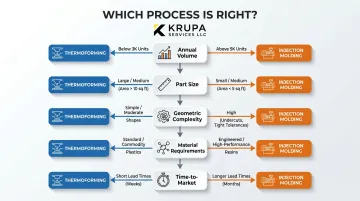
Thermoforming vs. Injection Molding: Which is Right for Your Automotive Application?
The right process depends on five primary decision variables:
1. Annual Production Volume
- Below 3,000 parts/year → Thermoforming typically more economical
- 3,000–5,000 parts/year → Crossover zone requiring TCO analysis
- Above 5,000 parts/year → Injection molding becomes more cost-effective
2. Part Size and Wall Thickness
- Large panels (>18 inches) → Thermoforming excels
- Small precision parts (<6 inches) → Injection molding preferred
3. Geometric Complexity and Tolerance Requirements
- Simple contours, looser tolerances (±0.030") → Thermoforming suitable
- Complex features, tight tolerances (±0.005") → Injection molding required
4. Material Performance Specifications
- Standard plastics, moderate temperatures → Both processes viable
- Engineering resins, high heat/impact → Injection molding required
5. Time-to-Market or Prototype Urgency
- Rapid prototyping, design iteration → Thermoforming faster
- Production-ready tooling → Injection molding offers long-term efficiency
Hybrid Scenarios
Many automotive programs use thermoforming for prototype and low-volume phases, then transition to injection molding as the platform scales. This phased approach reduces risk and capital outlay in new model development while allowing design validation before committing to expensive injection tooling.
Whichever process fits your program, the supplier you choose determines whether that decision actually delivers. Krupa Services supports automotive sourcing teams with:
- Access to 100+ vetted manufacturers across both thermoforming and injection molding
- Best Cost Country sourcing matched to your part, volume, and quality requirements
- 9%–15% annualized savings without quality trade-offs or supply chain risk
Real-World Automotive Applications: How OEMs Choose
Thermoforming Case: Lightweight Tailgate Program
Plastic Omnium developed an all-thermoplastic tailgate for Renault using pressure forming to create large-format body panels. The challenge was reducing vehicle weight to meet fuel economy targets while maintaining structural integrity and surface finish for an exterior-visible component.
Pressure forming was selected for its ability to produce large, lightweight panels with the surface quality required for painted exterior body parts. The single-sided mold reduced tooling cost and allowed faster design iteration during development.
The thermoformed tailgate achieved up to 30% weight reduction compared to the metal baseline. Improved aerodynamics reduced carbon emissions by 1 g/km — a measurable contribution to the vehicle's overall efficiency targets.
Injection Molding Case: High-Volume Battery Module Components
General Motors needed battery module sideplates for the Corvette E-Ray that could replace metal components while meeting structural, thermal, and safety requirements across multiple vehicle platforms. Volume projections exceeded 50,000 units annually.
Injection molding was chosen for its ability to produce complex geometries with consistent mechanical properties using engineering-grade RTP 299 K material. The high tooling investment was justified by the part count and the need for validated material performance.
The injection-molded sideplates reduced mass by 37% and cost by 55% compared to the metal baseline while meeting all structural and safety specifications.
Both cases point to the same underlying logic: the right process is determined by volume thresholds, part complexity, and material performance requirements — not by a blanket preference. High-volume programs with intricate geometry favor injection molding; large-format, weight-sensitive components lean toward thermoforming.
If you're navigating a similar decision, contact Krupa Services to evaluate which process and supplier network fits your automotive component program.
Conclusion
Thermoforming suits large-format, lower-complexity, lower-volume automotive components where tooling cost and speed to prototype matter most. Injection molding is the better fit for precision, high-volume, complex parts where per-part economics and material performance are paramount.
| Decision Factor | Thermoforming | Injection Molding |
|---|---|---|
| Best for | Large panels, low-to-mid volume | Small, complex, high-volume parts |
| Tooling cost | Lower ($5K–$50K) | Higher ($25K–$200K+) |
| Per-part cost | Higher at scale | Lower at scale |
| Lead time | Faster (weeks) | Slower (months) |
| Precision | Moderate | High |
In automotive manufacturing, cost-per-part, supply chain reliability, and component quality all feed directly into vehicle margin and safety outcomes. Process selection is as consequential as the design itself.
Evaluate your application against the framework above, and work with a manufacturing partner who understands automotive-grade quality requirements — one who can stress-test the economics before tooling investment is committed.
Frequently Asked Questions
What is the difference between thermoforming and injection molding for automotive parts?
Thermoforming shapes a heated plastic sheet over a single-sided mold and is best for large, simpler automotive parts like door panels and trunk liners. Injection molding injects molten plastic into precision dual-sided molds and excels at small, complex, high-volume components like fasteners and connectors.
Is thermoforming cheaper than injection molding for automotive parts?
Thermoforming has lower upfront tooling costs ($2,000–$30,000), making it more economical for low-to-medium volumes (under 3,000 parts/year). Injection molding's higher mold investment ($20,000–$100,000+) is offset by lower per-part costs at high production volumes above 5,000 units annually.
What is the 10 10 5 rule for thermoforming?
The "10-10-5 rule" refers to temperature variation across a heated sheet: measure at 10 locations, allow a 10°F variance between locations, and a 5°F variance between sides. It serves as a practical guide for achieving consistent material temperature and uniform forming results.
Are 3D-printed parts as strong as injection-molded parts for automotive applications?
3D-printed parts generally do not match the mechanical strength, surface finish, or consistency of injection-molded parts for automotive use. Injection molding remains the standard for structural and high-volume components; 3D printing is best suited to prototyping, fixtures, and low-volume custom parts.
Which process is better for low-volume automotive production runs?
Thermoforming is typically better for low-volume automotive runs (roughly under 3,000 parts/year) due to lower tooling costs and faster mold fabrication. This makes it ideal for prototype builds, specialty vehicles, or niche programs where tooling amortization is a primary concern.
What automotive parts are typically thermoformed vs. injection molded?
Each process suits a distinct part profile:
- Thermoformed: dashboards, door panels, trunk liners, headliners, bumper fascias (large-format, simpler geometries)
- Injection molded: clips, fasteners, connectors, mirror housings, gear components, switches (small, complex, high-volume)