This guide covers everything you need to understand forged metal components: what they are, the four main forging methods, which metals can and cannot be forged, why forged parts outperform cast and machined alternatives, and the critical industries that depend on them daily.
Key Takeaways
- Forged metal components are shaped under compressive force, producing superior strength, fatigue resistance, and dimensional consistency compared to cast or machined parts
- Four main forging methods exist — open die, closed die, rolled ring, and cold forging — each suited to different part geometries, volumes, and performance requirements
- Steel, aluminum, stainless steel, and titanium forge readily; brittle materials like cast iron cannot be forged
- Forged parts deliver higher tensile strength, longer fatigue life, and better dimensional consistency than cast or machined equivalents
- Applications span automotive, aerospace, oil & gas, mining, construction, agriculture, and renewable energy sectors
What Are Forged Metal Components?
Forged metal components are precision-engineered parts produced by shaping metal in a solid state using localized compressive force. According to the Forging Industry Association, forging is "a manufacturing process where metal is pressed, pounded or squeezed under great pressure into high strength parts known as forgings." The metal never melts — this solid-state process is what sets forging apart from casting.
The metallurgical advantage is structural. When metal undergoes compressive deformation, its internal grain structure elongates and realigns to follow the contour of the finished shape — creating continuous grain flow, where oriented grain paths trace the part's geometry rather than running randomly. According to All Metals & Forge Group, "forging reshapes the material while preserving continuity," keeping grain paths intact throughout the part.
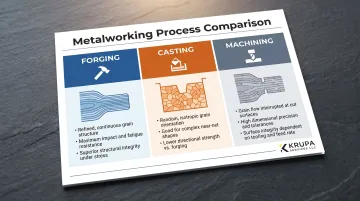
That continuous grain flow directly affects part performance. Compare how the three primary metalworking processes handle material integrity:
- Forging preserves grain continuity, producing denser material with fewer internal voids
- Casting melts and pours metal, introducing porosity risk and random dendritic grain structures
- Machining cuts material away, severing existing grain lines entirely
The Forging Industry Association states: "The forging process can create parts that are stronger than those manufactured by any other metalworking process. This is why forgings are almost always used where reliability and human safety are critical."
The Four Main Types of Forging
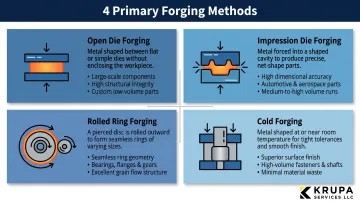
Open Die Forging
Open die forging deforms a workpiece between flat or simply shaped dies that don't fully enclose it. The operator repositions the part between strikes to achieve the target geometry—an approach suited to large, simple shapes like shafts, cylinders, discs, and blocks.
Aerospace Specification Metals reports that open die forging produces parts from a few pounds up to more than 150 tons, with lengths exceeding 80 feet. Key advantages include:
- Flexibility for very large components (often hundreds of tons)
- Improved fatigue resistance through continuous grain flow
- Lower tooling cost compared to closed-die methods
- Ideal for short production runs
Open die does require more operator skill and produces less dimensional precision than impression die methods—a worthwhile compromise when part size or low volume rules out custom tooling.
Impression Die (Closed Die) Forging
Impression die forging uses two custom dies with pre-cut cavities matching the final part profile. The heated billet is compressed into the cavity, forcing metal to fill the shape precisely, with excess "flash" trimmed afterward.
This is the dominant method for complex, high-volume industrial parts—automotive gears, connecting rods, aerospace brackets—because it holds tight tolerances and reproduces identical geometry at scale. Trenton Forging notes that impression die forging "produces smaller grains than open die forging, resulting in stronger components" with "better consistency as the tooling maintains tight" dimensional control.
Cornell Forge reports die forgings can reach 5,000 pounds or more, making the process viable for heavy structural and powertrain applications.
Rolled Ring Forging
Rolled ring forging is a specialized method used exclusively to produce seamless rings. The process begins with "a circular preform of metal that has already been pierced to form a hollow 'doughnut' shape. This ring is heated, then rotated to lessen its wall thickness and increase the diameter."
Ring diameters span from a few inches to 30 feet, with weights from less than 1 lb up to 350,000 lbs. Typical products include flanges, bearings, coupling rings, gears, and pressure vessels. The seamless construction eliminates the porosity issues common in cast rings, reducing the risk of fatigue cracking under cyclic loads and thermal stress.
Cold Forging
Cold forging forms metal at or near room temperature, relying on material plasticity rather than heat. According to Total Materia, this technique "not only shapes metal but also enhances material properties through grain refinement."
Benefits include:
- Extremely precise dimensions with excellent surface finish
- Little or no secondary machining required
- Energy efficiency (no heating equipment)
- Ideal for high-volume small components: bolts, nuts, fasteners, brake components, ball joints
Cold forging does introduce residual stresses and is limited to metals with sufficient room-temperature ductility. Complex geometries and high-alloy steels that need elevated temperatures for plastic deformation fall outside its range.
Metals Commonly Used in Forging — and What Cannot Be Forged
Most Widely Forged Metals
The table below covers the most widely forged metals, their working temperature ranges, and typical industrial applications. The Forging Industry Association notes that copper and brass alloys are "well-suited to forging" and commonly cold-forged for electrical components and plumbing fittings.
| Metal | Forging Temp Range | Key Applications |
|---|---|---|
| Carbon & alloy steels | 850–1,250°C (1,560–2,280°F) | Automotive powertrains, construction equipment, industrial machinery |
| Stainless steel | 900–1,150°C (1,650–2,100°F) | Valves, fittings, marine hardware |
| Aluminum alloys | 350–500°C (660–930°F) | Aerospace and automotive components where weight reduction matters |
| Titanium | 700–950°C (1,290–1,740°F) | Aircraft bulkheads, landing gear, turbine discs |
| Copper & brass alloys | Varies (often cold-forged) | Electrical components, plumbing fittings |
What Makes a Metal Forgeable?
Three characteristics are essential:
- Adequate ductility at the forming temperature
- A workable recrystallization temperature range
- Sufficient plasticity to flow under compressive force without cracking
What Metals Cannot Be Forged
Cast iron is the clearest example. With a carbon content of approximately 4.2 wt%, cast iron is "quite brittle, and cannot be forged," according to peer-reviewed research published in Materials journal. The high carbon content would need to drop to roughly 2% or less to permit plastic deformation — under impact, cast iron fractures rather than deforms. In practice, "cannot be forged" often means it cannot be done economically or safely at commercial scale, not that it is physically impossible in every circumstance.
Two other categories also fall outside practical forging:
- Highly brittle intermetallic compounds — insufficient ductility makes plastic deformation impossible
- Certain magnesium alloys — technically forgeable, but low plasticity and narrow temperature windows make commercial-scale production impractical. The FIA notes they "offer the lowest density of any commercial metal" while facing significant processing challenges.
Why Forged Components Outperform Cast and Machined Parts
Grain Structure Advantage
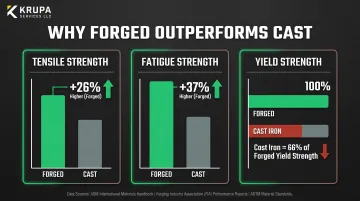
Because the metal is never melted, forging preserves and directionally aligns the grain along the part's stress paths. Research cited by Cornell Forge found that forged parts exhibited 26% higher tensile strength than comparable cast-iron components, based on a 2007 University of Toledo study.
In contrast, casting produces random or dendritic grain structures. Machining cuts through existing grain lines, severing the directional alignment that provides strength.
Fatigue Strength and Longevity
Forged parts have measurably higher fatigue life under cyclic loading. Industry data cited by Leatherhead Tools reports forged parts had 37% higher fatigue strength than cast equivalents, with cast iron exhibiting only 66% of the yield strength of forged parts.
Continuous grain flow eliminates micro-crack initiation sites — the porosity, shrinkage voids, and cold shuts that are inherent to casting processes.
Dimensional Consistency and Defect Elimination
Unlike casting, forging produces no internal porosity, shrinkage cavities, or voids. According to QC Forge, "Forged products contain no gas pockets, voids, or shrink defects that can lead to product failure."
For high-volume production, that translates directly to lower scrap rates and less rework.
Cost Economics: The Total Ownership Advantage
Forging carries higher upfront tooling costs than casting. Cornell Forge acknowledges that "tooling for casting is noted as cheaper than that for equivalent forging dies."
Over the full product lifecycle, however, the math often reverses:
- Lower per-part costs at production volume
- Reduced machining time, particularly with near-net-shape forging
- Longer service life with fewer field failures
- Better total cost of ownership for demanding applications
Sourcing strategy also plays a role here. Krupa Services' Best Cost Country sourcing model targets 9–15% annualized savings, helping manufacturers capture forging's long-term economics without heavy upfront capital exposure.
Strength-to-Weight Ratio
Forged components generally achieve higher strength at lower material weight than cast or machined counterparts of the same alloy. This makes them the preferred choice in weight-sensitive industries like aerospace and electric vehicles, where every kilogram impacts performance and efficiency.
Where Forged Metal Components Are Used Across Industries
Automotive, Off-Highway, and Agriculture
Automotive and off-highway applications rely on forged components for powertrain and chassis: crankshafts, connecting rods, transmission gears, differential gears, axle beams, wheel hubs, and suspension arms. These parts endure high-cycle fatigue, shock loads, and elevated temperatures simultaneously.
Agricultural equipment demands equal durability. Cornell Forge documents over 20 specific forged agricultural components including:
- Sprockets, chain links, and yokes
- Gearbox components and universal joints
- Combine fingers and grain augers
- Shafts, spindles, and crankshafts
- Rotating blades and hammer blades
- Tie rods, flanges, and wear bars
These components face heavy impact and unpredictable soil resistance. Forged construction ensures they survive seasons of punishing field use.
Krupa Services supplies forged transmission shafts, gear shift forks, and heavy shafts for these automotive and agricultural applications, using CNC machining to hold tight dimensional tolerances.
Oil & Gas, Mining, and Construction
These industries operate at the edge of what materials can withstand: high-pressure pipelines, drilling equipment under continuous vibration, excavator arms lifting tons of material, and rock-crushing machinery pounding aggregate for hours daily.
Oil & gas applications include:
- Forged flanges for high-pressure pipelines
- Valve bodies for wellhead equipment
- Drilling hardware and drill collars (manufactured to API standards)
- Hydraulic connectors for offshore platforms
Mining and crushing equipment depends on forged components for reliability:
- Heavy shafts and eccentric shafts for cone crushers
- Wear plates and crushing jaws for HSI (Horizontal Shaft Impact) equipment
- Conveyor components and drill bits
- Excavator pins and bucket teeth
Construction machinery uses forged hydraulic cylinders, boom pins, and structural brackets.
The superior density and toughness of forged parts prevent catastrophic failures that would halt production and endanger personnel. Krupa Services serves the mining sector with specialized components for HSI crushing, cone crushing, and screening — sourced from a vetted global supplier network to meet precise dimensional and hardness specifications.
Aerospace, Defense, and Power Generation
Aerospace forgings are mission-critical. Aerospace Specification Metals documents extensive component lists across two primary categories:
Airframe and structural components:
- Bulkheads, wing roots and spars, engine mounts
- Landing gear cylinders, struts, wheels, and brake carriers
- Hinges, brackets, beams, shafts, and arresting hooks
Jet turbine engine components:
- Discs, blades, buckets, couplings, and manifolds
- Rings, chambers, and shafts
- Forged from iron-base, nickel-base, and cobalt-base superalloys
Why forging is non-negotiable: The safety margins required in flight are incompatible with any casting defects. The FAA's Advisory Circular AC 25.621-1 imposes strict "casting factors" (safety multipliers of 1.0x to 2.0x depending on inspection level) on all castings used in structural applications, explicitly noting that "using the population coefficient of variation from forged products does not apply" to castings. This regulatory framework makes forgings the higher-reliability baseline by regulation.
Alloys used:
- Titanium: Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo
- Nickel superalloys: Inconel 718, Inconel 625, Waspaloy, Rene 41
- Alloy steels: 4340, 300M, 9310
- Aluminum: 7075, 7050, 2024
Defense and power generation face the same constraints: turbine rotors, generator shafts, and pressure vessel components for nuclear reactors leave no margin for material failure.
Renewable energy adds another demanding use case. Wind turbine main shafts, turbine flanges, and coupling rings must endure decades of cyclic loading — forged construction is what allows these parts to reach their expected 20-25 year service life.
Krupa Services works with clients across automotive, mining, oil & gas, construction, renewable energy, and industrial machinery sectors. Using a vetted global supplier network of 100+ manufacturers, the company sources precision-forged components with competitive cost structures and consistent quality assurance.
Frequently Asked Questions
What are forged metal components?
Forged metal components are parts shaped by applying compressive force to solid metal via hammers, presses, or dies. This process aligns the metal's grain structure for superior strength and reliability compared to cast or machined alternatives, making them critical in high-stress, safety-sensitive applications.
What are examples of forged parts?
Common examples span multiple industries:
- Automotive: crankshafts, connecting rods, and transmission gears
- Aerospace: landing gear struts and turbine discs
- Oil & gas: flanges and valve bodies
- Hand tools: wrenches and hammers
- Agriculture: shafts and spindles for heavy equipment
What are the 4 types of forging?
The four primary types are:
- Open die forging — large, simple shapes up to 150+ tons
- Impression/closed die forging — complex, high-volume parts
- Rolled ring forging — seamless rings up to 30 feet in diameter
- Cold forging — precise, high-volume small components formed at room temperature
What metals are commonly forged?
Carbon steel, alloy steel, stainless steel, and aluminum are the most widely forged metals. Titanium is commonly forged for aerospace applications requiring exceptional strength-to-weight ratios. Copper and brass alloys are forged for electrical and plumbing components.
What metals cannot be forged?
Cast iron is the primary example — its high carbon content (approximately 4.2 wt%) makes it brittle, causing it to fracture under impact rather than deform. Metals with very low ductility or extremely narrow workable temperature windows, such as certain magnesium alloys, are also not suitable for forging.
What is tool & die making?
Tool and die making is the specialized process of designing and fabricating the custom dies and tooling used to shape metal during forging and other manufacturing processes. Precision die design is essential to achieving consistent geometry, tight tolerances, and long tool life in production forging operations.